视觉检测

详细介绍
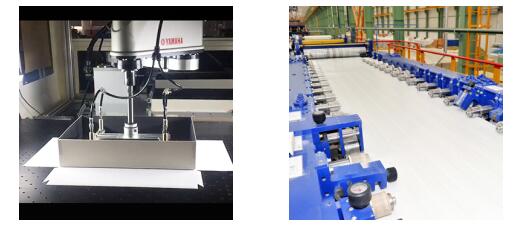
机器视觉图像获取分析
在生产过程中实施100%的质量控制可降低成本,并确保获得较高的客户满意度。机器视觉能力卓著,潜力巨大,凭借复杂的图像抓取和分析功能逐渐成为自动检测和解决其他现代工业问题的标准规范。人工检察员在生产装配线上用肉眼检查零件以判断工艺质量,而机器视觉系统是采用各种先进的软硬件产品完成类似工作,速度极快且精准度更高。
机器视觉功能。
检测
-颜色或缺陷检测
-零部件有/无检测
-目标定位及引导
识别
-读取所有标准一维码和二维码
-光学字符识别(OCR)和验证(OCV)
测量和校准
-尺寸测量和级别设定
-预配置测量,如交叉线或点对点距离
机械手引导
-输出坐标以引导机器或工具进行精准定位
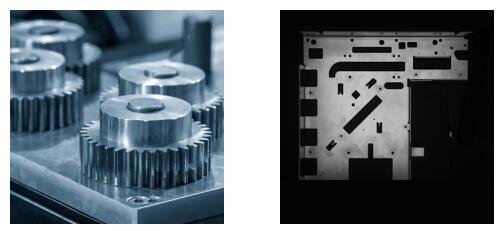
外观检测能够发现异物、污点、瑕疵、缺陷等,防止不良品的流出,但目视检测存在精度极限。全数检测则不光耗费人工和成本,还会因个人差导致精度偏差和人为错误。
且细微的瑕疵及污点等难以被发现,要维持品质,必须借助显微镜等工具,实施放大检测。点数较少时,还能离线进行显微镜检测,但要检测成千上万点时,则需要投入庞大的劳力,导致生产效率大幅降低。要兼顾品质和生产效率,视觉系统技术是不可或缺的重要环节。
可适用行业

金融

医疗

教育

运营商

公安

政府

企业

能源电力

交通

智慧城市
金融
医疗
教育
运营商
公安
政府
企业
能源电力
交通
智慧城市
金融
医疗
教育
运营商
公安
政府
企业
能源电力
交通
智慧城市
金融
医疗
教育
运营商
公安
政府
企业
能源电力
交通
智慧城市
- 15615862263
- 0536-8897105

扫一扫,查看更多!
Copy Right (C) 2022 山东治道自动化科技有限公司 All Rights Reserved.  鲁ICP备17025059号-1
鲁ICP备17025059号-1